在为消费品焊接椭圆形的三维半壳时,主要的难点是如何获得无瑕疵的外观。BSH 和 Herrmann Ultraschall(海尔曼超声波)联合开发的工艺不仅成功地满足了上述要求,而且实现了牢固的接合效果。
BSH Hausgeräte GmbH 将超声波选为最合适的接合技术,原因在于该技术不仅能够实现牢固的连接,而且能够得到十分出色的焊接外观。这两个因素都是生产新型电子织物清新剂 FreshUp 的决定性因素。为了满足这些要求,Herrmann(海尔曼)在早期阶段就参与了该项目,并与 BSH 一起成功开发出了能够完全满足制造商愿望的焊接解决方案。
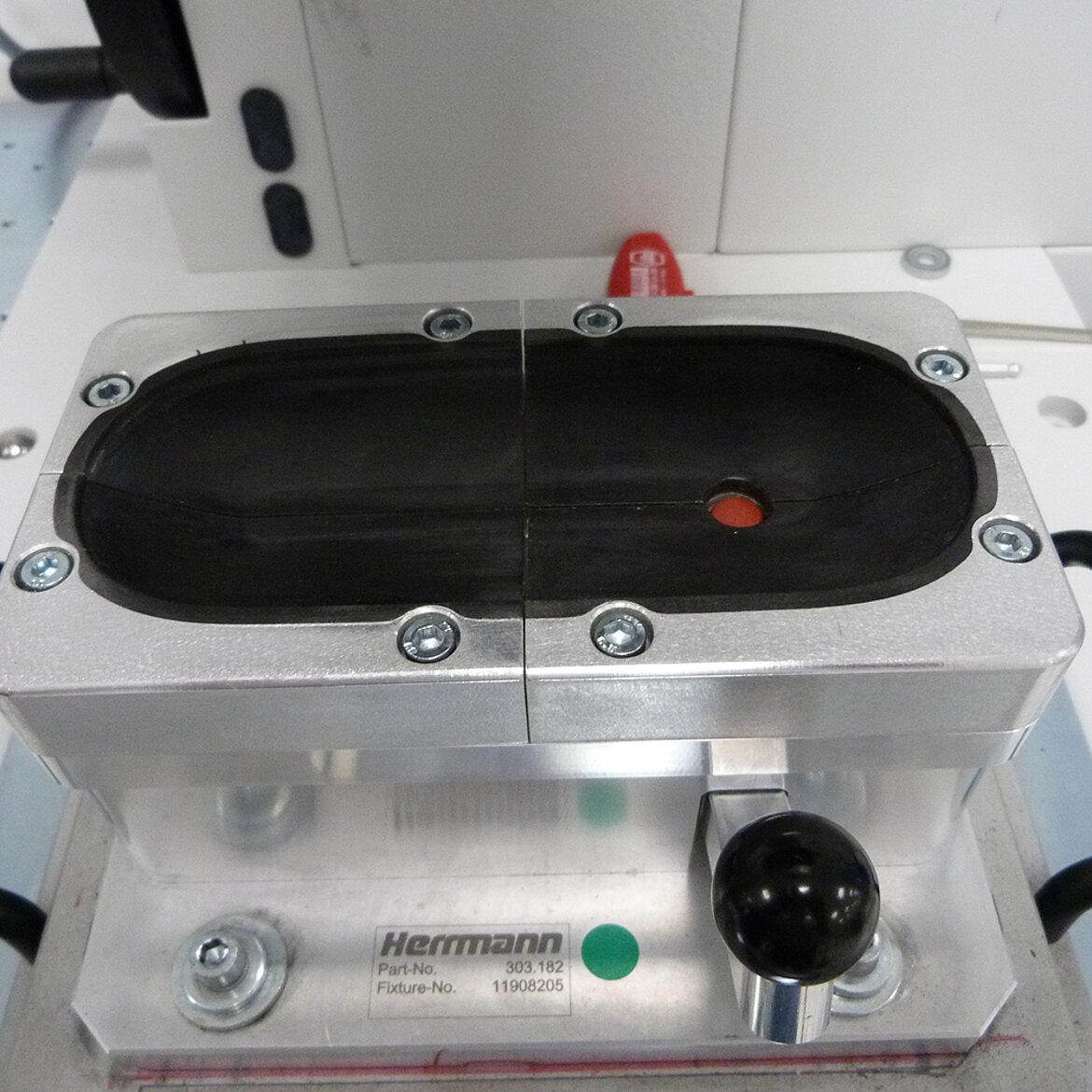
能够实现无瑕疵连接的底模
在开发过程中,光学要求成为了 Herrmann(海尔曼)超声波实验室所面临的重大考验。外壳的闪亮 MABS 材料能够非常理想地传导超声波,因此在焊接过程中,强振动不仅发生在接合区域,也发生在整个组件中。而这导致组件与底模的各个接触点处的表面上出现了痕迹。
为了抑制焊接过程中的振动,底模采用一种特殊铸模树脂制成。这是一种耐磨、耐热的材料,其肖氏硬度为 80 至 90,与滑板轮的硬度大致相当。考虑到振动因素,材料需要足够硬,以便将组件固定到位;但也需要足够软,以便抑制超声波的振动。由于树脂硬度低,工作人员随后还可以调整其三维形状。利用这一特性,可以通过手动抛光和研磨逐步获得弯曲组件的理想外观。
工作人员将底模分割为四个底模段而非通常的两个底模段,从而进一步优化了底模。这种结构确保了部件不会因为接触底模而留下痕迹,并且可以通过焊头进行精确焊接。同时,特殊的分割方式可以防止对分型线区域的材料造成损坏。结合柔软的铸模树脂,该底模有效地防止了组件出现外观损伤。
借助视频通话的联合试验
该项目的另一特殊之处在于,组件的设计方案从一开始就固定下来了。这意味着工作人员仅可利用十分之三毫米的微小焊接路径 - 这大约是正常使用情况的一半。在能量方向的区域中调整注塑模具并不可行,因为这样必然会改变外壳外观。
为了在整个长度上(即在块上)齐平焊接两个组件,工作人员在具有多个评估循环的广泛 DOE 过程中联合开发和优化了焊接工艺。接合速度图形表示主要用于优化工艺。测试在 Herrmann(海尔曼)的塑料超声波实验室以及客户场地进行,其中一些测试通过直播视频进行传输。最终,得益于双方的密切合作,工作人员确定了正确的参数,以确保根据高要求的规范形成牢固且外观无暇的接合。
结论
BSH 超声波焊接解决方案的开发过程证明了,除了需要确定焊接工艺参数外,单独优化底模的设计也非常重要。正确的材料和设计可以发挥出关键的作用 - 确保组件不仅能够牢固地接合在一起,而且拥有无暇的外观。