从鸟鸣到玻璃破碎的声音 - 声音超出了我们用耳朵所能感知的范围。它产生于物体的机械振动。例如,如果吉他弦被拨动,它的振动会导致空气中的压力和密度波动,从声源开始,以波的形式向各个方向传播。这不仅适用于空气,而且适用于任何弹性介质,即气体、液体和固体。
超声波是人类无法听到所有类型声音的一个例子。它的高频声波在工业和医学中默默地应用。
声波由它们的频率定义(每秒波数)。例如,超声波的范围从 20 kHz 到 1 GHz。20 kHz 至 70 kHz 的频率用于超声波焊接。在最低的区域,人耳也几乎无法感知到。因为可听声音的范围仅从 16 Hz 到 20 kHz。其上的振动充其量被视为震动。
如果超声波撞击材料(例如塑料),其中的分子链就会开始振动。分子开始移动并相互摩擦。这会产生能量(即摩擦热)。对于热塑性塑料,这会导致它们开始熔化。超声波焊接利用了这一原理。在附加压力下经过短暂的保持时间后,各种材料(组件) 在焊接区域以分子水平焊接。
超声波焊接可在几分之一秒内完成,无需使用胶水或螺丝等辅助工具。超声波应用于包装、汽车零件、玩具制造等领域,例如:
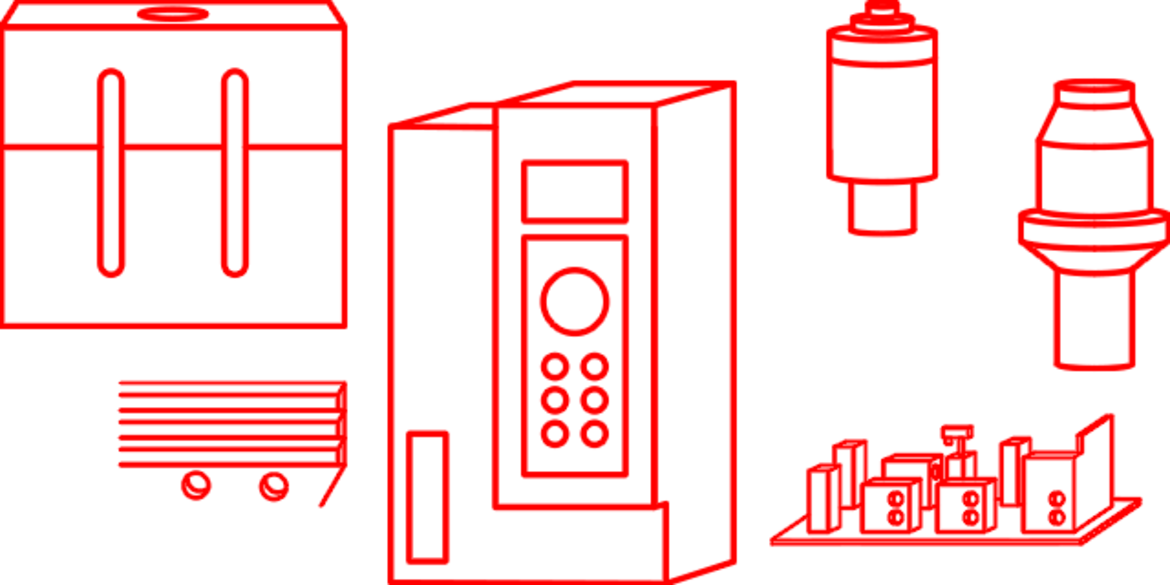
完整的超声波焊接系统由各种组件组成。有源组件产生声音并继续传递,导入焊接件。无源组件吸收由此产生的力,将焊接件固定到位,特别是支撑焊缝(连接组件的位置)。
有源:
超声波发生器
换能器
变幅杆(变幅杆或中间件)
焊头(焊接工具)
换能器、变幅杆和焊头一起组成振动臂。
无源:
底模
底座
产生超声波需要高频率。插座的电源频率对此是不够的。发生器将低频供电电压转换为焊接过程所需的高频。精确的控制技术确保恒定的振幅(振动幅度)。
换能器将来自发生器的高频电转换为机械振动。这通过逆压电效应起作用。电压的电场引起压电陶瓷的机械收缩(特殊材料,可以将机械力转换为电压,反之亦然)。这会产生压力波动和超声波。
变幅杆(简称:变幅杆或放大器)改变来自换能器的超声波。它会根据个别应用增加或减少振幅。
焊头是焊接工具,将变化的超声波均匀、轻柔地引导到组件中。焊头本身也可以改变振幅。实际的焊接过程发生在这里。
底模将组件固定在正确的位置。它根据组件的形状和材料特性单独定制。它确保没有任何滑动出现。这意味着可以精确且均匀地进行焊接。
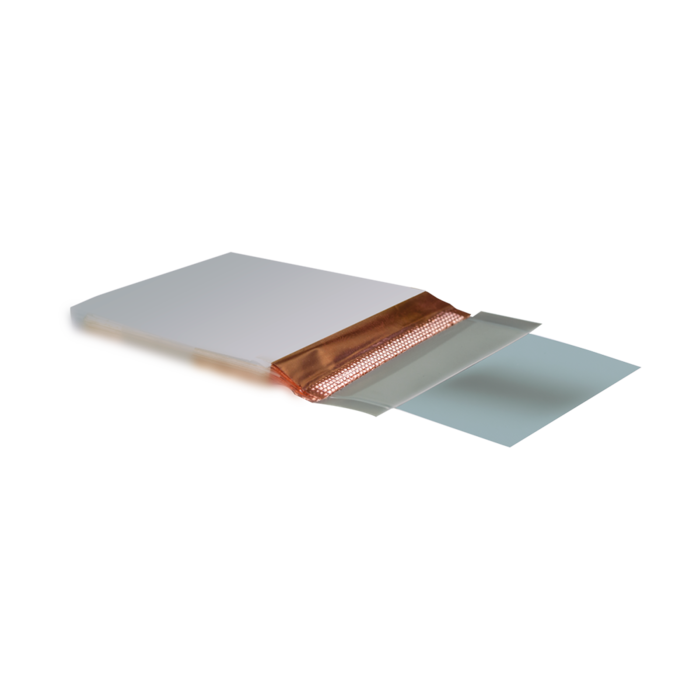
底座有助于聚焦超声波的能量。这是由于特殊的轮廓,它是根据相应的焊接工艺单独定制的。这保证了在密封薄膜时形成牢固和高质量的焊缝。
为了精确地熔化组件,振动能量必须集中在一点上。这称为能量聚焦。在这个特定的点上,热量强度最大,进而导致熔化 - 适用于低能耗的定义的焊接过程。
这都属于形式问题:为了将振动能量集中在正确的位置,必须相应地设计待焊接零件或工具的几何形状。组件集成聚焦时,导能角(简称 ERG)将能量集中在材料本身上。如果聚焦的工具具有几何形状,工具具有特殊形状。
对于焊缝设计,能量根据组件的形状集中。两个部分要连接的区域是特殊形状的。通常在该位置上有一个点或边。这正是能量聚焦产生的地方,因此它被称为导能角(简称:ERG)。
能量也可以通过焊接工具集中。焊头的轮廓用作熔化辅助。能量聚集在其最热的尖端。例如,这种类型的能量聚焦用于超声波铆接。
在这里,工具的形状也起着决定性的作用。底座具有凸起的结构。这是组件的接触点。能量集中在这些点上并导致熔化。这主要用于卷料,如薄膜和无纺材料,或纸板箱。
密封、牢固且美观 - 为了获得完美的焊缝,焊接工具、材料和焊接工艺必须相互协调。取决于设置:正确的工艺参数可确保获得最佳且可重复的结果。
肉眼不可见,焊接工具以 5 到 50 μm 的振幅振动。为了达到所需功率,变幅杆改变换能器中产生的机械振动。
触发点定义焊接开始:焊头以触发力压在组件上。如果其在特定时间段内仅给出最低值,则触发超声波并且触发力变为焊接压力。这样,焊接起点始终保持不变,结果质量始终如一。
针对均匀且紧密的焊缝,必须用力将声音引入组件。该力的大小取决于功率、焊接面积和零件尺寸。
瞬间连接:到达触发点并触发超声波后,实际焊接过程只需几分之一秒。当达到预先定义的停机标准时,焊接时间结束。
焊接时间结束后,组件被短暂地保持在压力下。这使它们能够冷却并均匀固化。由于焊接工具在整个过程中不会升温,因此它也支持冷却过程。
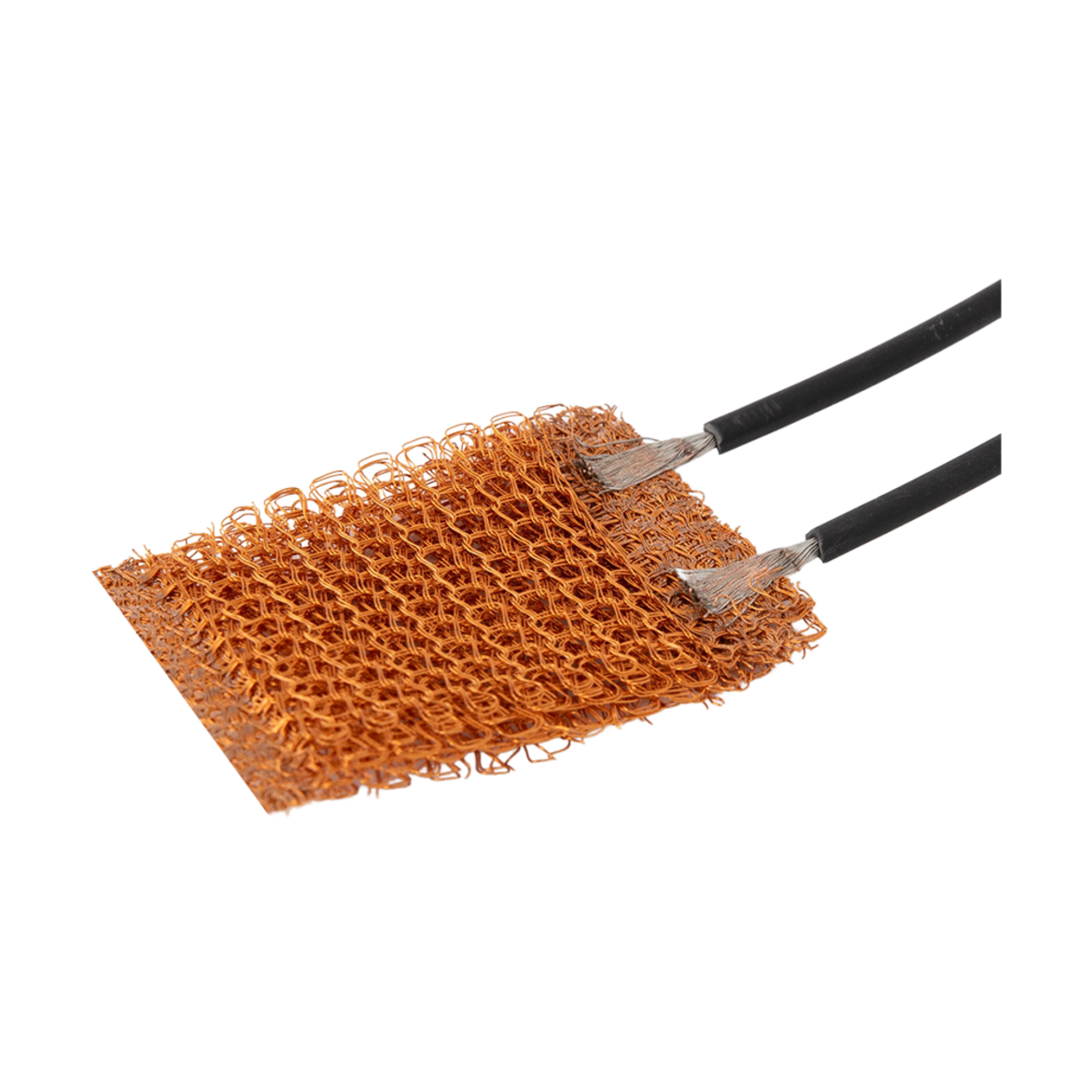
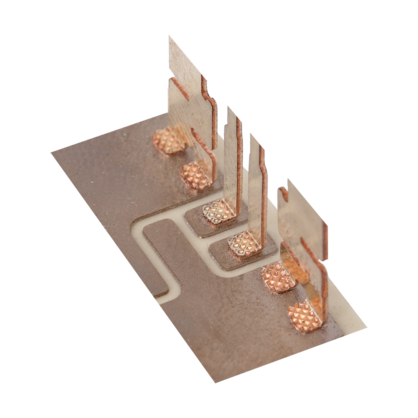
基本上,超声波可以焊接大多数热塑材料(热成型塑料)。适用:材料越硬越好。除塑料外,铝、镍、黄铜、铜等各种有色金属也适用于超声波焊接。